17701505582





电话:0519-85516882
手机:17701505582
公司名:常州巴斯光年激光科技有限公司
地址:江苏省常州市天宁区青洋北路143号天宁科技孵化器C座407
激光加工促进医疗器械制造领域的创新
产品说明:激光器被广泛用于医疗器械制造领域,各种不同的激光器类型适用于不同的加工工艺,包括打标、焊接、切割和微加工等。每种工艺对应特定的加工需求,并且各种新应用还在不断涌现。
激光打标:用于产品信息标记和溯源
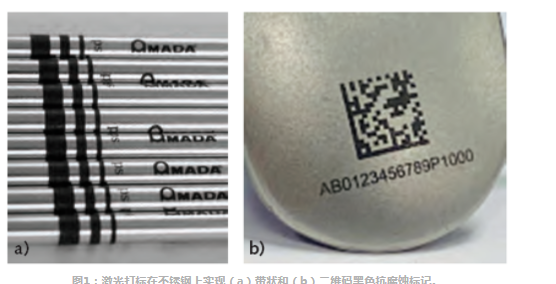
激光打标是在设备上永久性地标记公司标识和产品信息的一种很好的方式,以确保产品的可追溯性。激光打标是一种直接零件打标(DPM)工艺,激光灵活的加工方式可以轻松地创建唯一的设备标识符(UDI)、公司标识和有关设备使用的文本、图形等信息(见图1)。激光打标被广泛用于医疗和牙科设备,例如用于接骨螺钉的打标,以及装载心脏起搏器、听觉植入物、人工晶体和内窥镜工具等精密电子器件的容器外壳的打标。
适合激光打标的工业激光器,根据波长、激光介质或脉冲持续时间,可分为紫外激光器、绿光激光器、光纤激光器、二氧化碳(CO2)激光器和超短脉冲(USP)激光器。材料特性、打标类型及相应的质量要求,决定着哪种光源是最佳选择。
在不锈钢医疗器械上打标,已经成为激光打标的一项专门应用,并且这类应用正呈现出日益增长的趋势。
医疗器械打标需满足以下条件:
颜色呈深色或黑色,并且从各个角度可见
耐腐蚀
无表面夹杂物(无雕刻)
生物相容性
耐受多次高压灭菌清洗
经过大量的盐雾、高压锅和酸性清洗等严格的测试,证明USP激光器用于医用级激光打标的效果最佳。这类打标通常用于在医用插管和套管上形成带状标记,以标定插入深度。
激光焊接:用于精密复杂零件的微焊接
医疗器械通常是一些手持工具或是小型部件,它们经常在手术中使用或是被植入到人体内。将这些部件连接在一起的焊缝,对患者的健康至关重要。因此,需要严格控制焊缝质量,这就要求可重复的激光脉冲、较小的光斑直径以及激光能量能穿透材料被有效吸收。一般将穿透深度和焊点尺寸小于1mm的焊接工艺,叫做激光微焊接。激光微焊接通常用于心脏起搏器、手术刀片、内窥镜仪器和电池等产品的精密焊接。
适用于微焊接的激光源有多种,包括脉冲掺钕钇铝石榴石(Nd:YAG)激光器、连续波(CW)光纤激光器、纳秒光纤激光器、准连续波(QCW)光纤激光器及高亮度直接二极管(HBDD)激光器。采用哪种类型的激光光源最合适,最终由工艺要求、制造需求及材料决定。
激光微焊接可分为两种类型:点焊和缝焊(见图2)。医用管、细弹簧电触头、挂钩组件、医用导丝和医用海波导线等需要点焊工艺。点焊工艺需要将激光能量精确地输送到焊点处,因此需要合适的激光光斑。
激光光斑的大小取决于激光器类型及其光束质量,例如:
光纤激光器(CW、QCW及纳秒)的光斑大小为20~200μm
Nd:YAG和HBDD激光器的光斑大小为200~1000μm
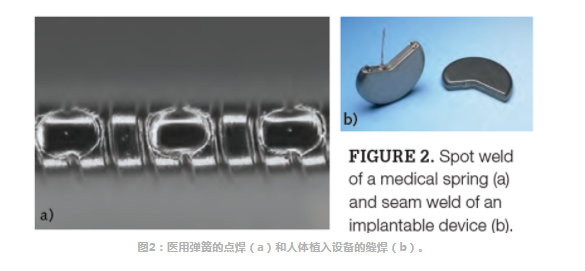
图2:医用弹簧的点焊(a)和人体植入设备的缝焊(b)。
缝焊是用来密封人体植入设备的方法,可以使用脉冲Nd:YAG激光器或CW激光器实现。具体采用哪种激光器,由焊接件的几何形状或材料对热的敏感性决定。
随着零件的复杂性不断增加,将不同种类的材料焊接在一起已经成为一种趋势。例如,将铜和铝、或两种不同的铝合金材料焊接到一起。一般而言,需要避免不同种金属间的焊接,因为由此形成的焊缝可能会产生脆性的金属间化合物。
然而,新的研究表明,通过缩短与激光的作用时间,使熔池最小化,可以实现异种金属间的连接。像其他任何一种焊缝一样,尽管这些异种材料的焊缝也需要进行适用性和用途测试,但这种异种材料的焊接方法为新型材料间的连接提供了可能性,将进一步推动医疗器械的发展。
激光切割:用于人体可植入设备和手术工具的切割
在医疗器械领域,激光切割最常用于制造管状产品,如植入式支架、内窥镜和关节镜工具、柔性轴、针头、导管和海波管,以及扁平用具,如夹子、框架及网筛结构等。这些设备对实现先进的外科手术、改善数百万患者的健康和生活质量至关重要。
医疗器械的激光切割通常需要使用加压辅助气体,一般是氧气、氩气或氮气,气体随着光束同轴流动。用于切割的激光源,可以选择微秒、纳秒光纤激光器,或者脉宽为百飞秒量级的USP激光器。光纤激光器因其价格低廉、光束质量好、易于与光纤集成传输而得到广泛应用。
光纤激光器擅长切割较厚的金属,如不锈钢、钛、钴铬和镍钛合金等,切割厚度可达0.5~3mm。
因此,光纤激光器成为切割手术锯、刀片和具有软轴的大型手术钻的理想选择。然而,由于光纤激光切割是一个热加工过程,零件在切割后通常会出现毛刺、浮渣和热影响区,因此需要使用后加工清洗技术,如翻滚、去毛刺和电解抛光等,对加工后的产品进行抛光、清洗后才能使用。
USP激光器与光纤激光器有着本质的区别,其脉冲持续时间极短,能达到飞秒量级,可以在几乎没有热输入的情况下从表面去除材料。USP激光脉冲的峰值功率特别高,能够实现高效的非线性吸收,使吸收的能量能够用于材料去除。USP激光单个脉冲的持续时间比电子弛豫时间短,激光能量在热传导到周围材料之前就已经将目标材料汽化了。因此USP激光实现的切割质量非常好,切割边缘干净,热影响区小,切割表面几乎不再需要后处理清洁步骤。
由于后处理昂贵、费时,而且会引起零件破损而导致产量下降,因此USP激光器特别适用于镍钛等昂贵材料的零件加工。这些材料制成的零件一般体型小,精致,容易破损。神经血管支架、插管、针头和壁厚小于0.5mm的极小直径管道,最好用USP激光器加工(见图3)。
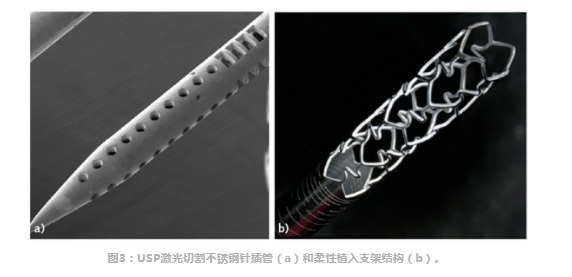
图3:USP激光切割不锈钢针插管(a)和柔性植入支架结构(b)。
激光微加工:用于表面结构化
对于需要微观结构、良好的抛光表面以及对材料和几何形状具有高度灵活性的医疗器械而言,激光微加工是一种强大的技术,正在迅速取代传统的数控(CNC)铣削、电火花加工(EDM)和化学蚀刻等方法。与激光切割一样,USP激光能提供最佳的加工精度、稳定性和加工质量。此外,USP激光有多种波长可选,包括红外、绿光和紫外光等。因此,可以根据材料的种类如金属、聚合物、陶瓷、玻璃和有机物等,选择合适的激光波长。
当需要在医用的细针、导丝、插管、导管以及由金属和聚合物组成的多层工具上钻圆形、椭圆形或方形孔时,USP激光微加工是绝佳选择(见图4)。例如,USP激光可以在很薄的材料上钻出直径小于25mm的圆孔,从而对产品的流体输送或抽吸进行精确控制。
图4:用镍钛合金加工的支柱(a)和不锈钢管的聚合物选择性烧蚀(b)。
使用USP激光微加工技术可以很容易地制造精密的表面结构和纹理,材料去除深度在金属中能够精确到±1μm,在聚合物中能精确到±2.5μm。表面结构对于制造粘附表面和一些手术工具的纹理表面至关重要。
USP激光器提供的高度工艺控制能力,使其能够有选择地从表面上烧蚀或剥离材料。对于多层医用导管来说,这是一项很有用的功能,因为多层医用导管通常需要去除特定区域的聚合物涂层,直到露出底层的金属界面,并且不能对金属本身造成任何损害。
USP激光微加工是通过一系列标准光学和光学机械组件完成的,这些组件可以提供精确的光束传输控制。Galvo振镜扫描头、固定光学聚焦头和多轴扫描头,可以实现灵活且精确的工艺开发和优化。
在医疗器械的制造中,激光器已经广泛应用于打标、焊接、切割和微加工等工艺过程。为每种加工工艺选择合适的激光器,对实现预期的加工效果和稳定的重复性非常重要。因此,对工艺基础的全面理解,为推动医疗器械领域的创新开启了新机会。
上一篇:工业铝型材挤压生产工序流程 下一篇:最新:中国研究生院排名出炉!
激光打标:用于产品信息标记和溯源
激光打标是在设备上永久性地标记公司标识和产品信息的一种很好的方式,以确保产品的可追溯性。激光打标是一种直接零件打标(DPM)工艺,激光灵活的加工方式可以轻松地创建唯一的设备标识符(UDI)、公司标识和有关设备使用的文本、图形等信息(见图1)。激光打标被广泛用于医疗和牙科设备,例如用于接骨螺钉的打标,以及装载心脏起搏器、听觉植入物、人工晶体和内窥镜工具等精密电子器件的容器外壳的打标。
适合激光打标的工业激光器,根据波长、激光介质或脉冲持续时间,可分为紫外激光器、绿光激光器、光纤激光器、二氧化碳(CO2)激光器和超短脉冲(USP)激光器。材料特性、打标类型及相应的质量要求,决定着哪种光源是最佳选择。
在不锈钢医疗器械上打标,已经成为激光打标的一项专门应用,并且这类应用正呈现出日益增长的趋势。
医疗器械打标需满足以下条件:
颜色呈深色或黑色,并且从各个角度可见
耐腐蚀
无表面夹杂物(无雕刻)
生物相容性
耐受多次高压灭菌清洗
经过大量的盐雾、高压锅和酸性清洗等严格的测试,证明USP激光器用于医用级激光打标的效果最佳。这类打标通常用于在医用插管和套管上形成带状标记,以标定插入深度。
激光焊接:用于精密复杂零件的微焊接
医疗器械通常是一些手持工具或是小型部件,它们经常在手术中使用或是被植入到人体内。将这些部件连接在一起的焊缝,对患者的健康至关重要。因此,需要严格控制焊缝质量,这就要求可重复的激光脉冲、较小的光斑直径以及激光能量能穿透材料被有效吸收。一般将穿透深度和焊点尺寸小于1mm的焊接工艺,叫做激光微焊接。激光微焊接通常用于心脏起搏器、手术刀片、内窥镜仪器和电池等产品的精密焊接。
适用于微焊接的激光源有多种,包括脉冲掺钕钇铝石榴石(Nd:YAG)激光器、连续波(CW)光纤激光器、纳秒光纤激光器、准连续波(QCW)光纤激光器及高亮度直接二极管(HBDD)激光器。采用哪种类型的激光光源最合适,最终由工艺要求、制造需求及材料决定。
激光微焊接可分为两种类型:点焊和缝焊(见图2)。医用管、细弹簧电触头、挂钩组件、医用导丝和医用海波导线等需要点焊工艺。点焊工艺需要将激光能量精确地输送到焊点处,因此需要合适的激光光斑。
激光光斑的大小取决于激光器类型及其光束质量,例如:
光纤激光器(CW、QCW及纳秒)的光斑大小为20~200μm
Nd:YAG和HBDD激光器的光斑大小为200~1000μm
图2:医用弹簧的点焊(a)和人体植入设备的缝焊(b)。
缝焊是用来密封人体植入设备的方法,可以使用脉冲Nd:YAG激光器或CW激光器实现。具体采用哪种激光器,由焊接件的几何形状或材料对热的敏感性决定。
随着零件的复杂性不断增加,将不同种类的材料焊接在一起已经成为一种趋势。例如,将铜和铝、或两种不同的铝合金材料焊接到一起。一般而言,需要避免不同种金属间的焊接,因为由此形成的焊缝可能会产生脆性的金属间化合物。
然而,新的研究表明,通过缩短与激光的作用时间,使熔池最小化,可以实现异种金属间的连接。像其他任何一种焊缝一样,尽管这些异种材料的焊缝也需要进行适用性和用途测试,但这种异种材料的焊接方法为新型材料间的连接提供了可能性,将进一步推动医疗器械的发展。
激光切割:用于人体可植入设备和手术工具的切割
在医疗器械领域,激光切割最常用于制造管状产品,如植入式支架、内窥镜和关节镜工具、柔性轴、针头、导管和海波管,以及扁平用具,如夹子、框架及网筛结构等。这些设备对实现先进的外科手术、改善数百万患者的健康和生活质量至关重要。
医疗器械的激光切割通常需要使用加压辅助气体,一般是氧气、氩气或氮气,气体随着光束同轴流动。用于切割的激光源,可以选择微秒、纳秒光纤激光器,或者脉宽为百飞秒量级的USP激光器。光纤激光器因其价格低廉、光束质量好、易于与光纤集成传输而得到广泛应用。
光纤激光器擅长切割较厚的金属,如不锈钢、钛、钴铬和镍钛合金等,切割厚度可达0.5~3mm。
因此,光纤激光器成为切割手术锯、刀片和具有软轴的大型手术钻的理想选择。然而,由于光纤激光切割是一个热加工过程,零件在切割后通常会出现毛刺、浮渣和热影响区,因此需要使用后加工清洗技术,如翻滚、去毛刺和电解抛光等,对加工后的产品进行抛光、清洗后才能使用。
USP激光器与光纤激光器有着本质的区别,其脉冲持续时间极短,能达到飞秒量级,可以在几乎没有热输入的情况下从表面去除材料。USP激光脉冲的峰值功率特别高,能够实现高效的非线性吸收,使吸收的能量能够用于材料去除。USP激光单个脉冲的持续时间比电子弛豫时间短,激光能量在热传导到周围材料之前就已经将目标材料汽化了。因此USP激光实现的切割质量非常好,切割边缘干净,热影响区小,切割表面几乎不再需要后处理清洁步骤。
由于后处理昂贵、费时,而且会引起零件破损而导致产量下降,因此USP激光器特别适用于镍钛等昂贵材料的零件加工。这些材料制成的零件一般体型小,精致,容易破损。神经血管支架、插管、针头和壁厚小于0.5mm的极小直径管道,最好用USP激光器加工(见图3)。
图3:USP激光切割不锈钢针插管(a)和柔性植入支架结构(b)。
激光微加工:用于表面结构化
对于需要微观结构、良好的抛光表面以及对材料和几何形状具有高度灵活性的医疗器械而言,激光微加工是一种强大的技术,正在迅速取代传统的数控(CNC)铣削、电火花加工(EDM)和化学蚀刻等方法。与激光切割一样,USP激光能提供最佳的加工精度、稳定性和加工质量。此外,USP激光有多种波长可选,包括红外、绿光和紫外光等。因此,可以根据材料的种类如金属、聚合物、陶瓷、玻璃和有机物等,选择合适的激光波长。
当需要在医用的细针、导丝、插管、导管以及由金属和聚合物组成的多层工具上钻圆形、椭圆形或方形孔时,USP激光微加工是绝佳选择(见图4)。例如,USP激光可以在很薄的材料上钻出直径小于25mm的圆孔,从而对产品的流体输送或抽吸进行精确控制。
图4:用镍钛合金加工的支柱(a)和不锈钢管的聚合物选择性烧蚀(b)。
使用USP激光微加工技术可以很容易地制造精密的表面结构和纹理,材料去除深度在金属中能够精确到±1μm,在聚合物中能精确到±2.5μm。表面结构对于制造粘附表面和一些手术工具的纹理表面至关重要。
USP激光器提供的高度工艺控制能力,使其能够有选择地从表面上烧蚀或剥离材料。对于多层医用导管来说,这是一项很有用的功能,因为多层医用导管通常需要去除特定区域的聚合物涂层,直到露出底层的金属界面,并且不能对金属本身造成任何损害。
USP激光微加工是通过一系列标准光学和光学机械组件完成的,这些组件可以提供精确的光束传输控制。Galvo振镜扫描头、固定光学聚焦头和多轴扫描头,可以实现灵活且精确的工艺开发和优化。
在医疗器械的制造中,激光器已经广泛应用于打标、焊接、切割和微加工等工艺过程。为每种加工工艺选择合适的激光器,对实现预期的加工效果和稳定的重复性非常重要。因此,对工艺基础的全面理解,为推动医疗器械领域的创新开启了新机会。
上一篇:工业铝型材挤压生产工序流程 下一篇:最新:中国研究生院排名出炉!

版权所有: 常州巴斯光年激光科技有限公司Copyright @ 2015 All rights reserved.
电话:0519-85516882 手机:17701505582 网址: www.bsgn-laser.com
地址:江苏省常州市天宁区青洋北路143号天宁科技孵化器C座407
电话:0519-85516882 手机:17701505582 网址: www.bsgn-laser.com
地址:江苏省常州市天宁区青洋北路143号天宁科技孵化器C座407
