




电话:0519-85516882
手机:17701505582
公司名:常州巴斯光年激光科技有限公司
地址:江苏省常州市天宁区青洋北路143号天宁科技孵化器C座407
塑料是一种延展性良好的高分子有机化合物,具有质量轻、比强度高、制造加工成本较低、耐腐蚀性能良好、使用寿命长等优良特性。随着近百年来的发展,塑料已经成为一种与钢材、水泥、木材等基础材料相提并论的新型人造材料,在医疗、食品、航 空、农业、军工、机械等领域应用日益广泛。
随着塑料制品的多样性发展,仅仅依靠注塑成型已经难以满足需求,对其进行二次连接是势在必行的。连接塑料的方法主要有三种:机械连接、黏合剂连接和焊接连接。机械连接是用螺栓、螺钉和铆钉等紧固件将其连接,具有连接强度高的优点,但会增加零件重量,不适用于高轻量化需求零件的连接。黏合剂连接具有黏合表面应力分布均匀,不易产生变形等优点,然而也存在效率较低、连接强度低、易老化和环境适应性差等问题。焊接具有经济性好、操作简单、安全可靠等特点,适用于大规模的工业化生产,已经成为热塑性塑料零部件连接的主流加工方法。
塑料焊接过程的本质为加热熔化形成焊缝的过程,加热方式包括外源加热(如热板焊接)、机械运动加热(如摩擦焊接和超声波焊接)。这些方法在过去的工业制造中发挥了重要作用,但随着制造技术要求的提高,生产中的零件更加精密、灵敏、形状复杂以及绿色环保需求,传统焊接方法难以完全满足需求。上世纪70年代以来,激光技术被应用至塑料焊接领域,它具有焊接强度高、速度快、精度高、易实现空间曲线焊接、成本相对较低等优点,可以焊接灵敏部件(如内有电路板、电子元器件等部件),几何形状复杂(如三维焊接)的部件,气密度和清洁度要求极其严格的部件,光度要求好、无明显焊缝的部件。这些优势其它塑料焊接技术无法比拟。但同时,塑料激光透射焊接与许多因素有关,焊接过程是一个多物理场耦合的复杂过程。因此,研究塑料激光透射焊接技术的原理,优化其工艺参数,研制高自动化、高智能化的焊接设备,对于拓宽这项技术的应用范围具有意义。
1塑料激光透射焊接技术
1.1塑料激光透射焊接原理
塑料激光透射焊接又称为塑料透射红外焊接(TTIr),是目 前 常 用 的 一 种 塑 料 焊 接方式,能达到较高的精度,其原理如图1所示。首先,被焊接的塑料工件材料需要是热塑性塑料。其次,透射焊接的先决条件是上层零件的透光率足够高(大于50%),能够透过激光,下层零件的光透射率较低,能够吸收激光。大部分透明塑料都能充分透过激光,而与之配合的另一待焊工件,可以通过在表面涂覆如炭黑等含碳元素的吸收剂,将激光的光能量转化为热量,在待焊工件的接触面形成热作用区,使被焊接的塑料工件融化并在压力的作用下扩散,在焊接表面母材塑料构成新的长链大分子,形成强的键合作用,从而使要焊接的零件连接在一起。
1.2塑料激光透射焊接系统
塑料激光透射焊接的系统主要包括:激光器、焊接材料和吸收剂。不同类型的激光器波长和功率不同,从而影响焊接过程中的激光能量密度分布、吸收系数、焊接速度、热影响区等变量;不同的焊接材料具有不同的分子结构,导致各工艺参数对焊接质量的影响程度不同;吸收剂决定光-热的转换效率、美观程度和焊接强度等因素。
1.2.1激光器
常见的激光器有CO₂、Nd:YAG 和半导体激光器,具有不同的波长和光斑功率,适用于不同厚度、材料的塑料焊接。表1列出了三种激光器的主要参数。
CO₂激光器产生的激光波长较长,能达到10.6μm,属于远红外波段。焊接塑料时,热作用区深度较深,易在焊接表面留下较明显的痕迹,因此主要应用于薄膜焊接。Nd:YAG激光器波长较短,属于近红外区波段,其特点是光束质量好,在材料中透射率高,可以实现较厚材料的稳定焊接。
半导体激光器发射的激光波长在 0.8~1.0μm,属于近红外区波段。其特点是光斑峰值功率较低,适用于热敏感性高的塑料焊接。
近些年来半导体激光器发展迅速,因其具有免维护、转换效率高、寿命长、焦距大、可远距离导光等许多优势,在工业的应用越来越广泛,具有极大的发展潜力。2011年龚飞探究了 Nd:YAG激光器和半导体激光器对4mm-PP塑料透射焊接的影响,对焊接接头强度进行对比试验,研究结果表明:半导体激光器能量分布更加均匀,相比光斑峰值功率过大的 Nd:YAG激光器更适用于塑料焊接。
1.2.2 焊接材料
塑料激光透射焊接的实质是将焊接处的塑料熔融后,形成新的高分子链,冷却后形成焊缝。因此,要求基材需为热塑性塑料并且具有良好的融合性能。常见塑料的焊接性能如表2所示:
1.2.3吸收剂
大部分塑料对于808~1064nm 的激光透过率在40%~95%,因 此,双层透明塑料的 激光焊接通常要加入吸收剂才能有效地将激光的光能转换为热能,从而熔化待焊工件的焊接部分。
常规塑料激光透射焊接的吸收剂包含碳元素,例如炭黑、碳纳米管、石墨烯等等。炭黑是一种最常用的理想近红外吸收剂之一,但缺点是它对各个波段的光都有很强的吸收性能,导致焊缝的颜色往往与基材不同,影响美观。
针对炭黑的不足之处,TWI公司发明了一种近红外区的吸收剂 Clear weld,该吸收 剂 为 浅 黄 色,可以实现两块透明塑料之间的高强度焊接,大幅度地提高了焊缝的美观性,使塑料激光焊接的应用领域得到扩展。
2015年,青岛德达志成化工有限公司推出了一款近红外吸收剂NIR,也可以实现几 乎无色的焊缝。NIR能较好地与绝大多数塑料材料相容。在使用时,既可以将NIR与待焊塑料混合注塑,也可以直接涂覆在焊接表面,均能达到较好的效果。
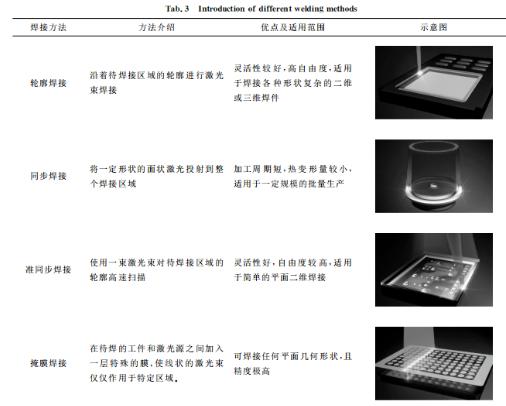
1.3焊接方法
随着焊接零件种类的增多,塑料激光透射焊接的使用也从简单二维平面图形焊接发展到 三维空间焊接,焊接方法也随之创新。为了提高加工精度,二维平面焊接方法从轮廓焊接发展到可以达到很高精度的掩膜焊接;为了提高生产效率,又出现了适用于工业化批 量生产的同步焊接和准同步焊接;随后,为了适应三维复杂空间曲面的焊接,瑞士的Leister公司提出了 Globo焊接方法,较好地解决了空间复杂曲面的焊接问题。7种焊接方法如表3所示。
2国内外研究动态
自1970年,Silvers等 人第 一 次 利 用CO₂激光器焊接塑料开始,各国研究学者就对塑料激光透射焊接技术进行了大量的研究。研究内容主要包括温度场建模、设备研发、吸 收剂、工艺参数优化等方面。
2.1温度场研究
近年来,学者对工艺参数优化方面的研究大多是基于对温度场的模拟和分析,建立数理模型,从而得到不同塑料的最佳工艺参数,提高焊接质量和强度。
2016年,Liu等讨论了基于非理想焊接表面情况的塑料激光透射焊接,建立了基于朗伯-比尔定律体积的热源模型,并以体积吸收模式建立了可以合理预测焊缝温度轮廓和焊缝轮廓变化的热接触模型。结果表明,利用热接触模型可以较好地分析焊接表面接触状态对焊接结果的影响,提高LTW过程数值模拟的精度。
2016年,AcherjeeB等建立了一个用于预测熔池瞬态温度场和尺寸的三维瞬态传热模型,并用实验测量结果与预测结果对比。实验结果表明,聚碳酸酯的最大焊接强度是在激光功率和光束直径最大,焊接速度最小的情况下得到的。且焊接强度最大值对应峰值温度为595 ℃,恰好等于母材聚碳酸酯的分解温度。
2017年,姜宁等基于Weierstrass-Mandel-brot函数与实测点数据,构建了三维真实表面模型并对单板焊接的温度场进行数值模拟。实验发现,试件表面粗糙度越高,焊接过程中的最高温度越低;粗糙表面的焊件较之于光滑表面的焊件,会更快地达到最高温度。
2017年,甄 敬 然 等研 究 了 ABS 材 料 和 PP材料混合激光透射焊接过程中的温度场分布情况。采用高斯热源等效模拟实际中激光源的热辐射情况,建立了激光透射焊接温度场模型,寻求最优的焊接工艺参数。
2018年,Chen等建 立 了 三 维 有 限 元 混 合 热源模型来预 测 温 度 分 布 和 熔 池 尺 寸,定 量 研 究 PP和 ABS的焊接参数。实验结果表明,当激光面能量为0.44J/mm2时,焊接接头的剪切强度达到峰值τ=42.0MPa。
2.2焊接设备研发
2015年,于海等研制了一种焊接设备,由焊接系统、激光系统、 空气净化系统、电气 控制系统、PID及在线检测系统五部分组成。这套设备具有效率高,焊后变形小等优点,能够实现较高程度的自动化焊接。
2016年,张冬冬研发了一 种用于离心风叶焊接的塑料激光透射焊接设备,并通过运用有限元仿真优化设计,使关键性构件满足精密度和稳定性要求,在一定程度上提高了离 心风叶的焊接质量。随后,陈良等人也研了一 种设备,利用塑料激光透射焊接技术较好地解决了离心叶片焊接强度不均匀等问题。
2016年,Dukane集团推出一款激光焊接系统,利用波长2μm 激光焊接透明塑料。并 在 光束的控制方面研发了专门的Laser LinQ系统,可以独立地修改每一部分并分配不同的焊接参数,达到很高的自动化程度。广东顺德华焯机械科技有限公司、大族激光也推出过适用于透明塑料激光焊接的系统,提供了一种无需添加吸收剂的洁净的连接方式,很好地解决透明塑料在焊接过程中由于含碳元素吸收剂的使用而导致的不美观、不洁净的问题。
2017年,LakemeyerP等将塑料激光透射焊接技术应用至汽车行业,用于汽车前大灯的焊接上。激光束通过汽车大灯的透明透镜时几乎不损失功率,并且可以在黑色壳体中转化为热能,因此焊缝更加精细,提高了焊接的精确性和美观性。
2018年,广东顺德华焯机械科技有限公司推出了一款六轴塑料激光焊接设备,配备可调节功率和波长的半导体激光器,可以实现外形复杂或体积较大的构件的焊接。
2.3吸收剂研发
2015年,Aden M 等采用聚丙烯炭黑和氧化铟锡(ITO)作为吸收剂进行激光透射焊接,重 点 探究了炭黑和氧化铟锡对焊接过程中温度场分布的影响。实验结果 显 示,在 相 似 浓 度 下,ITO的吸收系数比炭黑小一个数量级,因此ITO需要更高的激光功率才能达到与CB相同的焊接强度。
2015年,Amber M 等在焊接表面涂覆了钛酸盐涂层,研究了氧化钛涂层的吸光性能。研究表明,氧化钛涂层可以提高聚氨酯膜与聚酰胺纤维的焊接 黏 附 性 能,增 加 焊 缝 强 度。其 中,采 用150W溅射功率制备 的 TiO 和 Ti2O3 薄 膜 对 近 红 外 光 谱的吸收率可达97%,高于炭黑吸收剂。
2018年,Liu等提出了一种用金属代替染料作吸收剂的新方法,探究了使用炭黑和铁丝作吸收剂对PET焊接质量的影响,得到了可以用金属代替染料吸收剂来得到更清洁、焊接强度更高的焊件的结论。
2018年,Liu等在之前用金属代替染料吸收剂的研究基础上,探究了钛、镍、钼和铜四种导热系数不同的金属作为吸收剂的焊接质量。实验表明,导热系数更高的金属会产生更宽更强的焊缝。
2.4工艺参数研究
塑料激光透射焊接的工艺参数包括激光功率、焊接速度、离焦量、夹具夹紧力等。这些参数综合影响焊接工件的表面质量、焊缝深浅、熔池扩张速率、焊接强度等工艺指标,且对于不同的热塑性材料,这些工艺参数的影响权重不同。因此,研究合适于不同塑料的最佳工艺参数有助于提高焊接质量和强度。
2015年,AcherjeeB等分析了聚碳酸酯的工艺参数敏感度。建立了以激光功率、焊接速度、间隙距离、夹紧压力为基础变量,以单位长度失效载荷和焊缝宽度为目标函数的曲线回归模型。实验结果表明,焊缝强度对焊接速度和激光功率更敏感,焊缝宽度对焊接速度和间隙距离更敏感。
2016年,唐舵对掺杂玻璃纤维的ASG进行了研究,得到了熔宽与熔深随着激光线能量增加而呈线性正相关的结论,并测出了在不同线能量下的剪切强 度,得 到 了 0.25J/mm(线 能 量)/18MPa(剪切强度)的一组最佳参数。并采用ABS黑板溶解液作为吸收剂,研究了 ABS涂层厚度对 ASG 焊接强度的影响,实验结果表明,涂覆厚度 在60~90μm可以达到较牢固的焊缝。
2016年,蔡 锦 达 等为了探究透明和不透明PMMA 的最佳工艺参数范围,利 用 控 制 变 量 法,通过改变焊接功率和焊接速度做了一系列实验,得到了在光斑直径为1.6mm,焊接功率为10W,焊接速度为20mm/s的一组优秀参数,此外还得出了不同的激光功率下的最佳参数不同的结论。
2018年,BhattacharyaR 等研究了扫描速度、激光功率等工艺参数对焊接焊缝的宽度和 HAZ(热影响区)的影响,并在此基础上建立了二次模型进行进一 步输入参数与相应的研究。实验结果表明,激光功率和焊接速度对聚碳酸酯和丙烯酸酯的焊缝宽度影响最大。
2.5周边技术研究
2.5.1 焊接过程的温度检测
在塑料激光透射焊接过程中,焊接温度会影响工件热影响区的熔化程度,从而在一定程度上影响了焊接质量,因此对焊接过程中的温度检测是十分有必要的。通过分析温度的变化,可以更好地确定最适宜的工艺参数。
2017年,MamuschkinV 等提出了一种不需要任何光学滤波器的方法。由于激光的发射在高温计的灵敏度范围内,因此激光辐射会进一步衰减已经很弱的热信号,降低测量的准确度。他们提出的模式是在脉冲模式下操作激光器,可以检测两个连续脉冲之间的热发射,而不被激光辐射覆盖,从而得到准确的焊接温度。
2018年,MartanJ等提出了一 种塑料准同时传输激光焊接红外辐射测量系统和计算方法。该测量系统利用基于中波/短波红外(MW/SWIR)相机和滤光片,将光谱区域缩小到SWIR。可 以检测到熔融区域的辐射,以及透光焊接表面和内部的辐射。为了区分这些信号,开发了新的用于分析这些信号的计算方法,从而根据焊接过程中的辐射情况变化得到实时的焊接温度。
2.5.2对焊接表面的研究
2015年,HopannC等研究了等离子体表面改性和轮廓焊接对聚酰胺6和聚丙烯焊接性能的改善。实验以在脉冲微波激发态的氧气等离子体中的处理时间(0.5s~120s)为变量,采用短时间拉伸试验来确定粘结强度,发现相比之下,之前等离子体处理过的试样达到的粘结强度高于未处理过的PP/PP焊接件(约1000N)。
2017年,Huixial等采用输出功率为150W的氧气等离子体对PE和 POM的焊接表面进行预处理120s后进行焊接实验,使本来由于相容性差异较大而不能通过激光透射焊接在一起的两种材料能够进行焊接,并且显著提高了它们的焊接强度。
3塑料激光透射焊接发展趋势
3.1焊缝高强度化
焊接往往会导致焊缝处的强度比母材差,导致结构件的质量下降。因此,使焊缝处的工件强度达到母材强度、减少应力集中是未来的研究方向之一。现有研究发现,在母材塑料中加入玻璃纤维和碳纤维等一些纤维材料可以增强塑料强度。但是这些外来纤维材料的加入会影响塑料工件本身的焊接性和透光性,导致塑料的焊接性能下降。因此,探究加入纤维的塑料工件的强度和焊接性能,找到包括纤维的加入配比和最佳的焊接参数是目前的研究趋势。
3.2焊接零件精细化
塑料激光透射焊接相比其他的焊接技术的优势是在焊接过程中焊接工件无相对运动,且理论上激光器发射的激光光斑可以达到无限小,保证焊接区域精确度极高的焊接。随着集成电路的发展,电子元器件越来越小,激光焊接的这一特性可以运用至精细的电子元器件、电路板的焊接。研究焊接过程的运动精度控制和激光光斑参数使其更好地运用于精细化零件的焊接是目前的研究趋势。
3.3不透光塑料焊接
正如前文所述,塑料激光透射焊接的前提是待焊工件之一具有良好的光透过率。然而,在实际应用中存在两个待焊件都是不透光塑料的情况。因此研究不透光塑料的焊接也是很有必要的。如图2所 示,提出了一种双层不透光塑料的焊接方法:在待焊工件的侧面开一个坡口,在焊接过程中,随着激光束的移动同步填充添加剂,激光束照射在添加剂上,使其熔化,并分别与两焊件形成较大的接触面,从而实现强度足够的不透光塑料焊接。
3.4焊接设备智能化
随着工业化的发展,制造业自动化的程度越来越高。塑料激光透射焊接设备也可以加入互联网+元素,实现物联网连接。例如可以增加焊接参数自适应专家系统,自动检测待焊工件的材质,选择最适合该材料的工艺参数。同时在焊接过程中进行焊接温度实时检测、焊接缺陷在线检测,通过反馈调整参数,实现流水线、智能化生产,提高生产效率。
4结束语
本文立足于塑料激光透射焊接技术的原理,从激光器、焊接材料、吸收剂三个方面介绍了激光焊接系统的组成及其特点,并阐述了七种焊接方法的原理和应用范围。随后,从温度场、焊接设备、吸收剂、工艺参数和周边技术五个方面综述了塑料激光透射焊接技术的研究动态。基于此,结合现代制造业的需求,对塑料激光透射焊接技术的发展趋势进行了预测,主要包括焊缝高强度化、焊接零件精细化、不透光塑料焊接、焊接设备智能化。
塑料激光透射焊接在焊接精度、自动数控和绿色环保等方面具有别的焊接技术不能比拟的优势,在现代工业制造具有不可取代的地位。随着科学技术和现代制造业的发展,不断改进和提高塑料激光透射焊接的性能是其发展的必经之路。
上一篇:激光增材制造技术详细解读! 下一篇:未来已来――盘点元宇宙十大应用

电话:0519-85516882 手机:17701505582 网址: www.bsgn-laser.com
地址:江苏省常州市天宁区青洋北路143号天宁科技孵化器C座407
